
| Model | HH51 | HH51-1 | HH76 | HH102 |
| Swaging range | 6-51 mm | 6-51 mm | 6-78 mm | 15-123mm |
| Dies sets | 10 sets | 12 sets | 15 sets | 15 sets |
| Dies size | 6, 10, 13, 16, 19, 22, 25, 38, 51 | 14, 16, 19, 23, 27, 31,36, 41, 47, 53, 62, 68 | 14,16,19,22,26,30,34, 39,45,51,57,63,69,74,78 | 15,18,21,24,27,33,39, 45,51,57,66,73,90,96, 102,108,114,123 |
| Ruler precision | 0.01mm | 0.01mm | 0.01mm | 0.01mm |
| Rated pressure | 31.5mpa | 31.5mpa | 50mpa | 50mpa |
| Power | 220v/3kw | 220v/3kw | 220v/3.7kw | 380v/7.5kw |
| 380v/3kw | 380v/3kw | 380v/3.7kw | 415v/7.5kw | |
| Weight | 200kg | 200kg | 210kg | 400kg |
| Dimension | 500mm*600mm*600mm | 500mm*600mm*600mm | 500mm*600mm*650mm | 900mm*850mm*1015mm |
| Tank | 50L | 50L | 60L | 70L |
| The largest crimping pressure | 500T | 500T | 500T | 1400T |
| Oil pump outlet quantity | 2.5m/rad | 2.5m/rad | 2.5m/rad | 2.5m/rad |
| Shrinkage range | 25 mm | 30 mm | 30 mm | 30 mm |
| Noise level | 65dB | 65dB | 65dB | 65dB |
| Max opening (mm) | 120 mm | 120 mm | 140 mm | 175 mm |
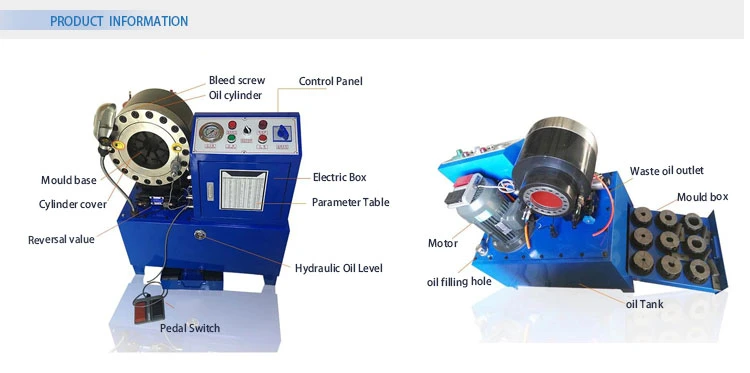
Brief Introduction
Model DX68 pipe locking machine is mainly used for buckling processing for high pressure rubber pipe assembly in the mechanical engineering. It can also be used for buckling the two-way bends, especially large bends and irregular shape bends.
This machine features small and portable appearance, big force, low noise and easy to oper- ate. The buckling amount can be precise adjusted through a scale. It makes the mould base division to be more even through the double inclined plane eight-flap mould seat equipped with a high accuracy guiding device.
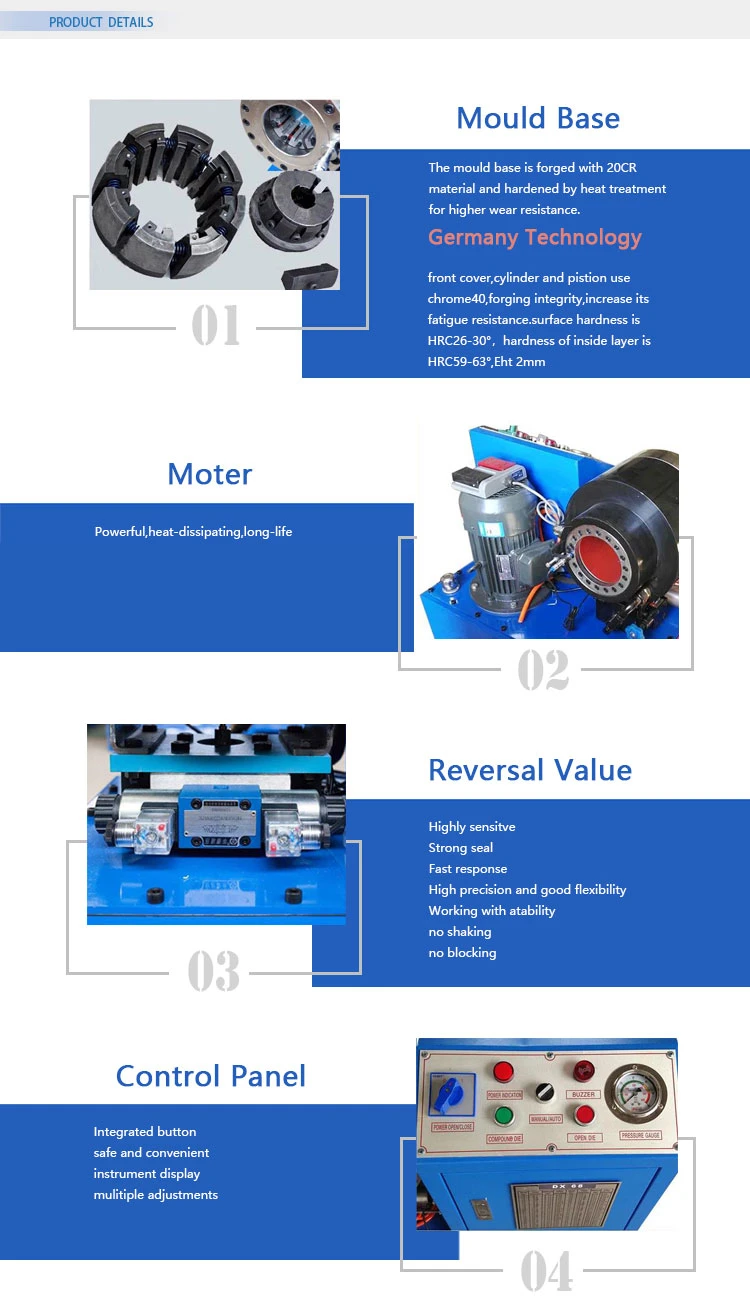
Main Technical Feature
Buckling range: Φ4mm-Φ51mm(2 layers steel wire rubber hose) Max. buckling force: 449T
Scale accuracy: 0.02mm Rated pressure: 31.5 MPa
Oil pump displacement: 5ml/rad (380V); 2.5ml/rad (220V) Overall dimensions: 670(L)×490(W)×780(H)mm

1.Add sufficiently 79 liters of Great Wall brand 46# anti-abrasion hydraulic oil. If the room tem- perature is lower than 10ºC, 10% transformer oil is need to add.
Connect the electric source well as per the machine requirements, to make the direction of the motor rotation to be consistent with the rotation direction marking, and grounding protection shall be done.
2.Regulating the scale
The scale is used for regulating the amount of the buckling. When it is regulated clockwise, the buckling amount will decrease, when it is regulated anticlockwise, the buckling amount will increase. The scale is connected together with oil cylinder end cover through three socket head screws and three springs on the scale base. When using a hand to pull the scale (vertical to the oil cylinder end cover direction), the scale can flexibly leave from the oil cylinder end cover. When releasing the scale, the scale will be recovered relying on spring force. Before the machine is turned on, inspect carefully if the scale telescoping is flexible and if the lead con- nection is reliable.
3.The primary scale is turned within 0 line of the secondary scale, turn the machine on for test run, and observe if all actions are normal. If when the piston conducts reciprocating move- ment, there is a crawling phenomenon, the bleed screw on the oil cylinder top shall be unscrewed for exhausting air.
4.Pressure regulation
The buckling pressure and opening mould pressure will be regulated through two knobs at the back of the oil cylinder (see figure), when it is regulated clockwise, the pressure will increase, when it is regulated anticlockwise, the pressure will decrease (The pressure has already been well regulated when ex-factory).
5.Operation
Based on the size of the rubber hose to be buckled, select suitable mould as per the technical parameter reference table of the locking pipe and mount it on the mould base. Regulated well the scale position as per the data in the data in the table, the pipe locking can be done. After pipe locking, use a vernier caliper to mease the outside diameter dimension of the pipe sleeve after buckling to see if it meets the reference table data of the parameter. If it does not meet the data, the scale shall be precisely regulated until it meets the requirements. Because the manufactures of the pipe sleeve are different, so, specific dimension, material, hardness etc are certainly not the same. These factors would result different influences on the pipe locking result, therefore, the data in the table is only for reference, the detailed data take the pressure test as the basis.





FAQ
1. What level of service do you provide ?
*Your inquiry will be replied in 24 hours.
*Eight continuous years as an Alibaba Gold supplier and more than 25 years industrial technology and manufacturing experience .
* We offer free spare parts and service within 14 month warranty period.
* Technology Support by providing operation training videos .
* Professional after-sales service team.
* Give reasonable offers with the best quality.
2. What is our advantages?
* Competitive price: We can meet your budget and best-selling business very well.
* OEM Accepted: We can produce customized design.
* Good Service: We treat clients as friends and provide problem solving anytime you need.
* Good Quality: We have strict quality control system. Good reputation in the market.
* Fast & Delivery: We have big discount from forwarder (Long-term Contract).
* Door To Door Service.
3. Can you customize the machine for the customer?
Yes. We can, we also provide OEM for customers; If you need customized services, please contact us
4. What is the MOQ?
We usually provide 1 set for customers to test.